






How does Pad Printing work ?
Pad printing is an indirect offset printing process. An image is transferred from a plate (cliché), using silicone pad, onto a surface to be printed. Today there are two primary ink laying (doctoring) methods used. The first being the old traditional “open inkwell system” (illustrated below), the second being the newer more widely accepted sealed cup system. For the sake of starting with the basics, we have illustrated the older “traditional” method below.
To accomplish this, an image is chemically etched into a smooth steel or polymer surface (called a cliché or plate). Typically, the etch is very shallow, image depth is usually around .001″ to .0012″ or 24 to 28 microns.
Using an ink cup (or “doctoring blade”) the etched image is coated (flooded) with ink. As the ink cup passes over the image again it removes excess ink from the smooth surface along the plate leaving only the now ink flooded image remaining. The silicone pad (or tampon) then picks up or lifts the ink from the etched image and transfers the image directly onto the surface to be printed.
Today in pad printing, silicone transfer pads are used almost exclusively since silicone is the best-known pick-up and release agent for this printing process.
The graphics and paragraph below might help to better understand the process…
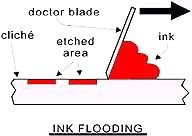
Step 1
The image to be transferred is etched into a printing plate (cliché). Once mounted in the machine, the cliché is flooded with ink. The surface of the cliché is then doctored (wiped) clean, leaving ink only in the image area. Solvents in the ink evaporate and enhances the ink’s ability to adhere to the silicone transfer pad.
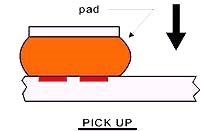
Step 2
The pad is then positioned directly over the image, compressed onto the image. Here, using the adhesive properties of the ink, the image transfers to the silicone pad. (The chemical makeup of the ink allows the image to “stick” to the silicone pad.)
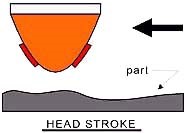
Step 3
After the pad has lifted away from the cliché to its complete vertical height, there is a delay as the pad moves over the part to be printed. During this stage, the ink has just enough time to develop enough additional adhesion to stick to the part (solvents continue to evaporate from the outer ink layer that is exposed to the atmosphere, making it tackier and more viscous.)
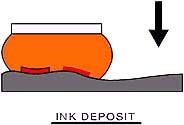
Step 4: Ink Deposit
The pad is pressed down onto the substrate (part), conforming to its shape and depositing the ink in the desired location. Even though it compresses considerably during this step, the contoured pad is designed to roll away from the substrate surface rather than press against it flatly, thus decorating the part with a perfect image.
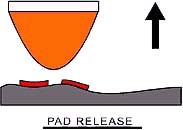
Step 5
The pad lifts away from the substrate and assumes its original shape, leaving all of the ink on the substrate. During this whole cycle the ink undergoes physical changes and when the pad is pressed onto the substrate, the adhesion between the ink and substrate is greater than the adhesion between the ink and pad, resulting in a virtually complete deposit of the ink. This leaves the pad clean and ready for the next print cycle.
 Call Us
Call Us Email Us
Email Us Office Hours
Office Hours